电子模块自动焊锡机解决方案2018- 04-03 14:04
 产品说明
产品说明
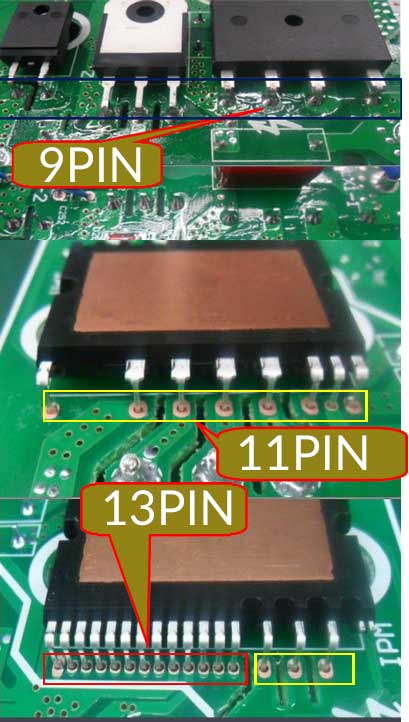
1.器件IPM标红色部分采用拖焊,标黄色部分采用点焊。
2.器件整流桥、IGBT、二极管标蓝色部分全部采用点焊。
工艺要求:
焊点品质
A、无空洞区域或表面瑕疵;
B、引脚与焊盘润湿良好;
C、引脚形状可辨识;
D、引脚周围正面要求有100 有焊锡覆盖;
E、穿孔焊料填充程度要求达到100 ;
F、无虚焊、假焊、针孔气孔、锡渣、锡珠、锡尖、裂痕、未焊透、短路、焊盘脱离、金黄色瘢痕焊点、管脚弯曲等不良情况;
G、透锡效果良好。
H,拖焊焊点之间无连锡搭桥现象,刮伤PCB表面现象
工艺要求:
1.焊锡器件与主板相对高度位置要准确无偏差。 焊锡各部品高度要求6±0.3mm、7.2±0.3mm、10±0.3mm。透锡率要求100 。
2.器件引脚与主板孔相对要定位同心不偏。有效保证焊锡品质及后面产品装配工艺。
工艺质量控制要求
1、辅助工装夹具 适用于产品的工装夹具均由乙方提供没
工装夹具定位准确可靠,不得使PCB机芯变形,不得污染、损坏(划痕、压痕、破裂等)产品,不能影响产品正常质量。品质要求
焊接质量
A、无空洞区域或表面瑕疵;
B、引脚也焊盘润湿良好;
C、引脚形状可辨识;
D、引脚周围要求有100 有焊锡覆盖;
E、焊料填充程度要求达到100 ;
F、无虚焊、针孔气孔、锡渣、锡珠、锡尖、裂痕、未焊透、短路、焊盘脱离、金黄色瘢痕焊点、管脚弯曲等不良情况;
G、透锡效果良好。
H,拖焊焊点之间无连锡搭桥现象,刮伤PCB表面现象
焊锡烙铁头
A、使用寿命≥3W个焊点;
B、高强度,耐磨性能好,耐高温,确保本体不因高温而变黑;
C、设计精巧,与设备相结合,实用性好,方便性好;
D、温度效率高,能在短时间达到溶锡的状态,适应喊锡机器人快速焊接的生产节拍要求。
4 、烙铁头寿命按使用寿命(≥3W个焊点)进行实时监控。
5、实时监控焊锡时烙铁头温度值,温度波动误差≤±0.5℃。
6、送锡顺畅,不得污染、损坏(划痕、压痕、破裂等)锡线的正常质量。
7、吹锡装置不得将烙铁头上锡渣、锡珠等杂物吹到机芯上。
8 、烙铁头和送锡夹角可通过数值输入方式在0—170°内任意调整。
品质解析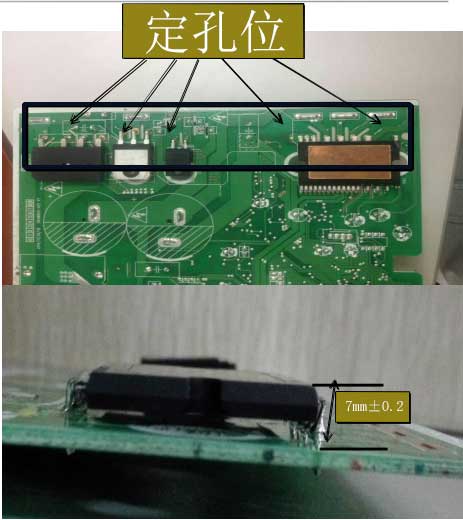
1.夹具采进口高密度电木材料且防静电,用精雕设备一次成型加工完成,有效保证夹具精度及产品变形。焊锡产品表面采用盖板遮盖预留焊点位置进行焊锡作业。有效保证作业过程锡珠飞溅问题。装产品夹具时有到位传感器保证夹具装到位。有效保证焊头对产品的误损坏。
2.送锡系统采用脉冲电机传动长度精度可以控制在0.1MM,送锡精度保证了每个焊点锡量的一致性。采用刀片剖锡使得锡线内的在助焊剂在焊锡过程有效保证不产生气体膨胀,避免无空洞,针孔气孔.锡珠飞溅现象。
3.锡的活性高要求助焊剂含量3.0 左右,有效提高锡的流动性及透锡度有效提高生产效率及品质。避免露焊盘及透锡不均现象
4.焊盘及引脚表面避免氧化及污染避免焊锡过程中焊盘及引脚与锡有效分子结合。
5.决定焊头使用寿命的因素:焊头结构型状.镀层致密度.使用温度.锡线的腐蚀程度.焊点时 间等多方面因素。一般国产保证在3W点左右. 进口的是6W点左右。(360度温度.sn/ag/cu锡线含2.5 助焊剂焊点时间为1.2S)
6.发热系统及主机采用德国进口定制额定150W瞬时 补温达180W大功率发热系统。有效保证连续焊接过程温度的恒 定。主机的补温功能敏感度小于正负3度。有效保证焊锡产品品质。
7.送锡系统采用齿牙传送避免打滑影响送锡精度。送锡支架多向调整保证送锡送到焊头正确的上锡部位保证送锡的顺畅。
8.清洗系统吹锡导管同样角度调节保证出气方向背向焊锡产品。且清洗盒出气口子有过滤网保证锡渣、锡珠不会飞出清洗盒。
9.送锡导管于焊头角度可以多方位调节且有刻度微调。
